

- 锅炉除氧器系列
- 新型旋膜改进型除氧器
- 真空除氧器
- 电化学真空三位一体除氧器
- 除氧器溢流水封装置
- 低位真空除氧器
- 大气式除氧器
- 解析除氧器
- 旋膜式除氧器
- 热力除氧器
- 三位一体真空电化学除氧器
- 全自动解析除氧器
- 旋膜式除氧器改造
- 胶球清洗系列
- 冷凝器在线清洗装置
- 凝汽器胶球清洗系统
- 收球网-胶球清洗配件
- 装球室-胶球清洗配件
- 胶球泵-胶球清洗配件
- 二次滤网-胶球清洗配件
- 胶球清洗装置
- 凝汽器清洗胶球分类
- 凝汽器循环水二次滤网
- 加药装置系列
- 磷酸盐加药装置
- 智能加药装置|全自动加药装置
- 循环水加药装置
- 炉水加磷酸盐装置
- 工业滤水器系列
- 手动旋转反冲洗滤水器
- 全自动反冲洗滤水器
- 全自动自清洗过滤器
- 精密激光打孔滤水器
- 手动滤水器
- 电动滤水器
- 全自动滤水器
- 工业滤水器
- 快开盲板过滤器
- 真空滤油机系列
- 透平油真空滤油机
- 多功能真空滤油机
- 真空滤油机应用
- 高精度精密滤油机
- 锅炉消音器系列
- 柴油发电机消音器
- 锅炉风机消音器
- 锅炉消音器
- 蒸汽消音器
- 排汽消音器
- 吹管消音器
- 管道消音器
- 风机消音器
- 小孔消音器
- 安全阀消音器
- 柴油机消音器
- 真空泵消音器
- 汽轮机消音器
- 锅炉管道吹管消音器
- 锅炉蒸汽消音器几种形式
- 其它节能减排设备
- 汽液两相流液位控制器|疏水器
- 煤粉取样器|锅炉自动取样器
- 蒸汽回收装置
- 射水抽气器(多通道、单通道)
- 列管式冷油器
- 飞灰取样器
- 煤粉取样器
- 锅炉取样冷却器
- 汽液两相流疏水器
- 旋流式飞灰等速取样器


真空除氧器除氧水箱与真空泵消音器筒体工序制造工艺改进与质量控制

真空除氧器除氧水箱与真空泵消音器筒体工序制造工艺改进与质量控制。以某火电项目真空除氧器为例,介绍了在真空除氧器生产制造过程中,从工艺与管理角度采取的质量改进控制手段,尤其是重点阐述了环缝焊接质量管理与筒身母管制造工艺改进的相关措施。关键词:真空除氧器;质量改进;环缝焊接;母管制造
以某火电项目真空除氧器制造经验为例,产
品内径φ4800mm,壁厚830mm,总长约50000mm,
简述真空除氧器类薄壁产品在制造过程出现的问题、
所采取的改进措施及改进效果。
1、筒身板材投料
该真空除氧器单节简身周长超过15000mm,板宽
3000~4000mm不等,由两张钢板拼接而成。在平铺
阶段占用面积大,非该工序操作人员为通行方便易
从钢板上踩踏穿行,导致钢板在纵缝焊接和焊缝坡
口气割过程中,筒身拼版因踩踏而出现抖动,造成质
量不稳定,焊接出现夹渣、气割割伤坡口等。
针对这一生产现象,结合公司市场真空除氧器生
产订单不断的情况下,作出明确管理要求:
1)划定真空除氧器前期工序作业区,在生产作业
过程中拉上防护围挡,杜绝非作业人员从作业区
穿行。
2)计划员提前计划排产,保证真空除氧器筒身板
材投料过程稳定、连续,确保在短时间内完成前
期所有或阶段性投产,及时撤销作业区,为其他产
品腾出生产空间,以便其他产品生产转序。
3)对员工开展质量和安全生产意识教育,要
求员工沿绿色通道同行,严禁踩踏产品通行,不得
影响他人生产操作。
2、筒身环缝焊接
2.1 环缝焊接质量问题
真空除氧器筒身环缝坡口为外V型结构,焊接工
艺采用先手工焊接封底,再埋弧焊接,后筒身内
壁清根焊接的顺序完成。一条环缝焊接工序的完
成需要两个班组、至少4名人员先后配合才能完
成所有的工序内容。
在焊缝探伤时,有环缝探伤缺陷多、返修量
大,亦有焊缝探伤一次合格,整体环缝探伤质量不
稳定、存在两极分化。返修焊缝在划定责任时,参
与人员易出现质量责任推诿扯皮现象。
2.2 焊接攻关小队
为提高焊接质量、明确责任划分,在环缝焊接的
主力班组成立真空除氧器攻关小队,探索新的工作模式。
1)召开班组会议,取消两个班组配合焊接的工
序要求,由先前担任焊接任务主力的班组单独完成。
2)在焊接攻关班组中,分别挑选出两个班制
责任小队长及队员,完成攻关小队的建设。每个
攻关小队由2~3名成员组成,成员在选择时需要
双方认可认可焊接的质量及责任态度,以规避工
作上的推诿、指责。
3)整条环缝焊接工作均由小队成员完成,管
理人员在安排当班工作时,注意攻关小队人员工
作安排。
4)攻关小队成员及车间技术人员加强对焊
接前环缝组装工序质量的质量检查,对影响焊接
质量的气割豁口、坡口油污、环缝间隙等因素进行
重点检查及返修。
2.3焊接技术革新
在真空除氧器焊接初步质量改善的基础上,为了
进一步减少人为因素的影响,发挥分厂设备资源
优势、加大机械化代替手工的比例,真空除氧器攻关小
队再次提出加长真空除氧器内部焊接时机头的伸长
臂,扩大环缝内部埋弧焊的范围,将简身焊缝手工
焊条数控制在一条(含一条)以下,较之前手工清
根焊多在3条以上现象改善明显。
2.4 改进效果
通过以上的方法改进,真空除氧器质量明显提升,
单条焊缝RT片总数量为60余张,在焊接操作出.
现失误时,单条焊缝存在质量缺陷需要返修多
也能控制在10张以下,较之前单条焊缝有20~
30张RT片的焊接质量提升显著。同时,单段5
条环缝需要返修数量亦能控制在30张以内,而且
整改后缺陷位置比较固定,多在T型接头(4个/
条)和跳点位置(8个/条),其余位置较少,大量减
少返修工作量和返修次数。
3、简身母管制造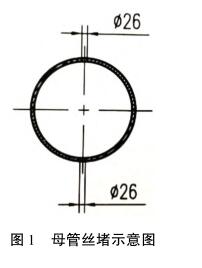
3.1开孔质量改进
真空除氧器母管开孔采用手工气割方式,存在管
孔开口成形差、开孔尺寸偏差大问题,导致在后续
接管装配工序修磨、校正工作量大。通过对现有
自动气割设备性能与操作规程的分析,并结合以
前气化炉斜锥接管气割成形的经验,对气割工提
出使用设备自动气割代替手工气割,经过与设备
厂家技术人员的技术沟通、参数设置与操作指导,
设定出自动气割程序,由气割工操作执行,实现母
管接管开孔质量全面提升,开孔尺寸坡口成型质
量交检一次合格,得到公司质量检验部门和装配、
焊接操作者的全面认可。
3.2水压工序改进
该真空除氧器产品I象限接管多,且多为U通接
管,在水压后接管内部积水排放困难,导致在转运
过程中厂房满地都有积水散落,分厂装配真空除氧器
内部组件时条件差,装配员工每次都是干爽爽进
去、湿漉漉出来,产品内部潮湿并导致内部浮锈打
磨工作量大。
在经过讨论和实验,确定改进方案,并与技术
部门沟通反馈,在图纸上进行技术更改,在母管端
部I、正限位置增加丝堵,在水压后进行排水,实现一
次性将管内积水排净,产品内壁浮锈大幅减少。
同时,为减少水压时接管内部空气残留多、升
压时间长问题,在母管水压盖上亦添加丝堵,在水
压升压前,通过水压盖丝堵对接管单独灌水,减少
空气残留,终将水压实验时间由8小时减少到
2小时,全面提高水压效率。
通过对该真空除氧器一系列的 质量改进和管控
措施,以区域生产、焊接小队模式、接管开孔、水
压等方式,切实提高了真空除氧器的制造质量和生
产效率,探索出了一条全新的高质量、高效率的
制造流程。