

- ЙјТЏГ§бѕЦїЯЕСа
- аТаЭа§ФЄИФНјаЭГ§бѕЦї
- ецПеГ§бѕЦї
- ЕчЛЏбЇецПеШ§ЮЛвЛЬхГ§бѕЦї
- Г§бѕЦївчСїЫЎЗтзАжУ
- ЕЭЮЛецПеГ§бѕЦї
- ДѓЦјЪНГ§бѕЦї
- НтЮіГ§бѕЦї
- а§ФЄЪНГ§бѕЦї
- ШШСІГ§бѕЦї
- Ш§ЮЛвЛЬхецПеЕчЛЏбЇГ§бѕЦї
- ШЋздЖЏНтЮіГ§бѕЦї
- а§ФЄЪНГ§бѕЦїИФдь
- НКЧђЧхЯДЯЕСа
- РфФ§ЦїдкЯпЧхЯДзАжУ
- Ф§ЦћЦїНКЧђЧхЯДЯЕЭГ
- ЪеЧђЭј-НКЧђЧхЯДХфМў
- зАЧђЪв-НКЧђЧхЯДХфМў
- НКЧђБУ-НКЧђЧхЯДХфМў
- ЖўДЮТЫЭј-НКЧђЧхЯДХфМў
- НКЧђЧхЯДзАжУ
- Ф§ЦћЦїЧхЯДНКЧђЗжРр
- Ф§ЦћЦїбЛЗЫЎЖўДЮТЫЭј
- МгвЉзАжУЯЕСа
- СзЫсбЮМгвЉзАжУ
- жЧФмМгвЉзАжУ|ШЋздЖЏМгвЉзАжУ
- бЛЗЫЎМгвЉзАжУ
- ТЏЫЎМгСзЫсбЮзАжУ
- ЙЄвЕТЫЫЎЦїЯЕСа
- ЪжЖЏа§зЊЗДГхЯДТЫЫЎЦї
- ШЋздЖЏЗДГхЯДТЫЫЎЦї
- ШЋздЖЏздЧхЯДЙ§ТЫЦї
- ОЋУмМЄЙтДђПзТЫЫЎЦї
- ЪжЖЏТЫЫЎЦї
- ЕчЖЏТЫЫЎЦї
- ШЋздЖЏТЫЫЎЦї
- ЙЄвЕТЫЫЎЦї
- ПьПЊУЄАхЙ§ТЫЦї
- ецПеТЫгЭЛњЯЕСа
- ЭИЦНгЭецПеТЫгЭЛњ
- ЖрЙІФмецПеТЫгЭЛњ
- ецПеТЫгЭЛњгІгУ
- ИпОЋЖШОЋУмТЫгЭЛњ
- ЙјТЏЯћвєЦїЯЕСа
- ВёгЭЗЂЕчЛњЯћвєЦї
- ЙјТЏЗчЛњЯћвєЦї
- ЙјТЏЯћвєЦї
- еєЦћЯћвєЦї
- ХХЦћЯћвєЦї
- ДЕЙмЯћвєЦї
- ЙмЕРЯћвєЦї
- ЗчЛњЯћвєЦї
- аЁПзЯћвєЦї
- АВШЋЗЇЯћвєЦї
- ВёгЭЛњЯћвєЦї
- ецПеБУЯћвєЦї
- ЦћТжЛњЯћвєЦї
- ЙјТЏЙмЕРДЕЙмЯћвєЦї
- ЙјТЏеєЦћЯћвєЦїМИжжаЮЪН
- ЦфЫќНкФмМѕХХЩшБИ
- ЦћвКСНЯрСївКЮЛПижЦЦї|ЪшЫЎЦї
- УКЗлШЁбљЦї|ЙјТЏздЖЏШЁбљЦї
- еєЦћЛиЪезАжУ
- ЩфЫЎГщЦјЦїЃЈЖрЭЈЕРЁЂЕЅЭЈЕРЃЉ
- СаЙмЪНРфгЭЦї
- ЗЩЛвШЁбљЦї
- УКЗлШЁбљЦї
- ЙјТЏШЁбљРфШДЦї
- ЦћвКСНЯрСїЪшЫЎЦї
- а§СїЪНЗЩЛвЕШЫйШЁбљЦї


ЙјТЏЯћвєЦїЁЂеєЦћЯћЩљЦї
АВШЋЗЇЯћвєЦїЁЂЗчЛњЯћЩљЦї
ВёгЭЛњЯћвєЦїЁЂецПеБУЯћЩљЦї
ЙмЕРЯћвєЦїЁЂаЁПзЯћЩљЦї
ХХЦјЯћвєЦїЁЂЗХЩЂЯћЩљЦї
ДЕЙмЯћвєЦїЁЂХХЦћЯћЩљЦї
а§ФЄЪНГ§бѕЦїЁЂецПеГ§бѕЦї
ШШСІГ§бѕЦїЁЂНтЮіГ§бѕЦї
Ш§ЮЛвЛЬхецПеЕчЛЏбЇГ§бѕЦї
ШЋздЖЏТЫЫЎЦїЁЂЕчЖЏТЫЫЎЦї
ЪжЖЏТЫЫЎЦїЁЂЙЄвЕТЫЫЎЦї
ЗДГхЯДТЫЫЎЦїЁЂЕчЖЏХХЮлЙ§ТЫЦї
ШЋздЖЏГ§ЮлЦїЁЂЖўДЮТЫЭј
НКЧђЧхЯДзАжУЁЂКЃУрНКЧђ
АўЦЄНКЧђЁЂН№ИеЩАНКЧђ
Ф§ЦћЦїНКЧђЧхЯДзАжУ
РфФ§ЦїздЖЏдкЯпЧхЯДзАжУ
бЛЗЫЎНКЧђБУ
ШЁбљРфШДЦїЁЂУКЗлШЁбљЦї
ЗЩЛвШЁбљЦїЁЂСаЙмЪНРфгЭЦї
ЩфЫЎГщЦјЦїЁЂЦћвКСНЯрСїЪшЫЎЦї
а§ФЄГ§бѕЦїЃЌЕЭбЙа§ФЄЪНГ§бѕЦїГ§бѕЫўЭЗММЪѕИФдь
а§ФЄГ§бѕЦїЃЌЕЭбЙа§ФЄЪНГ§бѕЦїГ§бѕЫўЭЗММЪѕИФдьЃЌТлЪіСЫЕЭбЙа§ФЄЪНГ§бѕЦїГ§бѕЫўЭЗгЩгкдкЩшМЦКЭАВзАжаДцдкЕФШБЯнЃЌЕМжТГ§бѕВЛКЯИёЃЌЭЈЙ§ЖддвђЕФВщевЃЌВЂВЩШЁММЪѕИФдьЖдШБЯнНјааДІРэЃЌШЁЕУСЫНЯКУЕФаЇЙћЁЃ
а§ФЄГ§бѕЦїЃЌЕЭбЙа§ФЄЪНГ§бѕЦївЛжжНЯЮЊаТаЭЕФШШСІГ§бѕзАжУЃЌЪЧгУЦћТжЛњГщЦћНЋЙјТЏИјЫЎМгШШЕНЖдгІГ§бѕЦїЙЄзїбЙСІЯТЕФБЅКЭЮТЖШЃЌГ§ШЅШмНтгкИјЫЎжаЕФбѕМАЦфЫћЦјЬхЃЌЗРжЙКЭНЕЕЭЙјТЏИјЫЎЙмЁЂЪЁУКЦїКЭЦфЫћИНЪєЩшБИЕФИЏЪДЁЃЦфОпгадЫааЮШЖЈЃЌГ§бѕаЇТЪИпЃЌЪЪгІадФмКУЕШЬиЕуЃЌЪЪгІгкИїРрЕчСІЯЕЭГЙјТЏЁЂЙЄвЕЙјТЏИјЫЎЕФГ§бѕЁЃ
ФмдДЖЏСІГЇ8#ЁЂ9#Г§бѕЦїОљЮЊЕЭбЙа§ФЄЪНЃЌЦфаЭКХЮЊDCM-150/150,ЙЄзїбЙСІ0.02MPa,ЙЄзїЮТЖШ104Ёц,ЫЎЯфШнЛ§50m3ЁЃСНЬЈа§ФЄЪНГ§бѕЦїАВзАЕїЪдЙ§ГЬжаЃЌЗЂЯжа§ФЄЪНГ§бѕЦїдкЩшМЦАВзАЩЯДцдквЛаЉШБЯнЃЌЕМжТГ§бѕЦїдЫааЪБИїЪ§ОнВЮЪ§ДяВЛЕНГіГЇЪБЙцЖЈЕФЩшМЦжЕЃЌа§ФЄЪНГ§бѕЦїМгШШЮТЖШКЭГ§бѕаЇЙћОљДяВЛЕНЙцЖЈжЕЁЃФмдДЖЏСІГЇЭЈЙ§зщжЏЩшБИжЦдьГЇМвЁЂЩНЖЋвБН№ЩшМЦдКЕШЕЅЮЛЕФвЕММЪѕШЫдБЙВЭЌЗжЮіЃЌевГіа§ФЄЪНГ§бѕЦїДцдкЕФЮЪЬтЃЌВЂЖдЦфНјааММЪѕИФдьЃЌШЁЕУСЫНЯКУЕФаЇЙћЃЌГЩЙІНтОіСЫДцдкЕФЮЪЬтЁЃ
2а§ФЄГ§бѕЦїЃЌЕЭбЙа§ФЄЪНГ§бѕЦїИХЪі
2.1ИјЫЎГ§бѕЕФживЊад
дкЙјТЏИјЫЎДІРэЙЄвеЙ§ГЬжа,Г§бѕЪЧЗЧГЃЙиМќЕФвЛИіЛЗНк.бѕЪЧИјЫЎЯЕЭГКЭЙјТЏЕФжївЊИЏЪДадЮяжЪ,ИјЫЎжаЕФбѕгІЕБбИЫйЕУЕНЧхГ§,ЗёдђЫќЛсИЏЪДЙјТЏЕФИјЫЎЯЕЭГКЭВПМў,ИЏЪДВњЮябѕЛЏЬњЛсНјШыЙјТЏФк,ГСЛ§ЛђИНзХдкЙјТЏЙмБкКЭЪмШШУцЩЯ,аЮГЩДЋШШВЛСМЕФЬњЙИ,ЖјЧвИЏЪДЛсдьГЩЙмЕРФкБкГіЯжЕуПг,дьГЩзшСІЯЕЪ§діДѓ.ЙмЕРИЏЪДбЯжиЪБ,ЩѕжСЛсЗЂЩњЙмЕРБЌеЈЪТЙЪ.ЙњМвЙцЖЈеєЗЂСПДѓгкЕШгк2t/hЕФеєЦћЙјТЏКЭЫЎЮТДѓгкЕШгк95ЁцЕФШШЫЎЙјТЏЖМБиашГ§бѕ.
2.2а§ФЄГ§бѕЦїЃЌЕЭбЙа§ФЄЪНГ§бѕЦїНсЙЙМАдРэ
а§ФЄГ§бѕЦїЃЌЕЭбЙа§ФЄЪНГ§бѕЦїгЩГ§бѕЭЗМАЫЎЯфзщГЩЁЃГ§бѕЭЗЪЧЙиМќВПМўЃЌгЩЭтПЧЁЂЦ№ФЄЦїЁЂСмЫЎБЭзгЁЂвКЦћЭјЕШзщГЩЁЃЦ№ФЄЦїЪЧгЩЩЯВПа§ФЄЙмМгЯТВПИјЫЎдЄШШЦїзщГЩЃЌЩЯВуЮЊЫЎЪвЃЌЯТВуЮЊЦћЪвЁЃЫЎЪвЕФЫЎОгЩЧаЯђФЄПзЩфШыЙмБкЃЌЫЎСїдкбиЙмБкИпЫйЯТа§Й§ГЬжагыЦћЪвбиЙмБкЩЯа§ЕФЦћСїФцСїНЛЛуЛЛШШЃЌДЫЛЛШШЖЮЮЊаТаЭЫЎФЄЪНГ§бѕЦїЕФвЛМЖЃЌМДдЄШШЖЮЃЌШШНЛЛЛЕФ80%дкДЫЖЮНјааЁЃГ§бѕЫЎОЙмБкдЄШШКѓЯТа§жСФЄЙмГіПкЕФЬиЪтЩшМЦЪЙгУГ§бѕЫЎМЬајФЄШЙЛЏХчГіЃЌгыЖўДЮМгШШеєЦћЛьКЯЃЌДЫЖЮЮЊЖўМЖМгШШЖЮГ§бѕЫЎБЅКЭЖЮЁЃдкДЫЖЮЃЌЫЎвбНгНќЛђДяЕНБЅКЭзДЬЌЃЌШмНтгкЫЎжаЕФбѕЦјМАЦфЫќЦјЬхДгДІгкЗаЬкзДЬЌЕФЫЎжавчГіЃЌОДЫЖЮКЌбѕСПЭЈГЃвбНгНќ10ІЬg/LзѓгвЁЃЦ№ФЄЦїЯТВПСэЩшМЦгаСмЫЎѓїВуЃЌИјЫЎОДЫВуНјаадйЗжХфЃЌВЂНјвЛВНГ§бѕЁЃИпаЇЙцећЫПЭјЬюСЯВЛНіОпгаМЋИпЕФДЋШШаЇТЪЃЌЛЙОпгаЪЙгУЪйУќГЄЃЌФЭИпЮТВЛБфаЮЕШгХЕуЃЌИјЫЎдкДЫЖЮНјааЩюЖШГ§бѕЃЌТфШыЫЎЯфЪБЃЌКЌбѕСПвбДяЕН7ІЬg/LЁЃ
3а§ФЄЪНГ§бѕЦїДцдкЮЪЬтМАдвђЗжЮі
3.1а§ФЄГ§бѕЦїЃЌЕЭбЙа§ФЄЪНГ§бѕЦїДцдкЮЪЬт
ФмдДЖЏСІГЇШШЕчРЯЧј8#ЁЂ9#Г§бѕЦїОљЮЊЕЭбЙа§ФЄЪНЃЌгЩгкГ§бѕЭЗЕФЩшМЦМАжЦдьШБЯнЃЌЕМжТа§ФЄЪНГ§бѕЦїдкдЫааЪБДцдкИјЫЎгыМгШШУцНгДЅВЛГфЗжЁЂЫЎжаЮіГіЕФбѕЦјВЛФмМАЪБХХГіЕШБзЖЫЃЌДгЖјдьГЩШмбѕЪБГЃВЛКЯИёЁЃЭЈЙ§ЛЏбщЃЌ8#ЁЂ9#Г§бѕЦїЕФГ§бѕКЯИёТЪдк60%ЕН85%жЎМфЃЌЮоЗЈДяЕНЙјТЏИјЫЎЕФвЊЧѓЃЌЖдЙјТЏЕФАВШЋЮШЖЈдЫаадьГЩвўЛМЁЃ
3.2а§ФЄГ§бѕЦїЃЌЕЭбЙа§ФЄЪНГ§бѕЦїдвђЗжЮі
НсКЯдкЕїЪдЙ§ГЬжаМЧТМЕФИїЯюЪ§ОнЃЌВЂКЭжЦдьГЇМвЁЂЩшМЦдКЕШЕЅЮЛЕФЯрЙиММЪѕШЫдБНјаабаОПЗжЮіЃЌВњЩњЩЯЪіЮЪЬтЕФдвђжївЊгавдЯТМИЕуЃК
3.2.1ЗжЦћзАжУЩшМЦАВзАВЛКЯРэ
а§ФЄЪНГ§бѕЦїИјЫЎОЙ§ФЄПзЦ№ФЄКѓбиЙмПкЯђЯТХчГіЃЌДгГ§бѕЭЗЯТВПЩЯЩ§ЕФМгШШеєЦћгыжЎНЛЛуаЮГЩШШНЛЛЛЧјЃЌЫВМфЭЃСєКѓЕФФЄЛЏЫЎЃЈЪЕЮЊЮэЛЏЃЉЯТТфдкІИаЮЬюСЯЩЯдйааМгШШЃЌКѓЫЎТфЕНЯТВПЫЎЯфЃЌЭъГЩШШНЛЛЛЙ§ГЬЁЃвђа§ФЄЪНГ§бѕЦїЕФЛЛШШжївЊЪЧдкФЄЙмЯТЖЫГіПк500mmДІЃЌДЫЖЮГ§бѕЫЎЪЕЮЊЮэЛЏзДЬЌЁЃгЩгкМгШШеєЦћЗжЦћзАжУНсЙЙЩшМЦЕФВЛКЯРэЃЌдьГЩеєЦћВЛФмКмКУЕФОљдШЯђЩЯВрРЉЩЂЃЌЕМжТМгШШеєЦћдкКЭЮэЛЏзДЬЌИјЫЎНгДЅЪБЃЌУцЛ§ВЛЙЛДѓЃЌНгДЅВЛЙЛОљдШКЭГфЗжЃЌГ§бѕаЇЙћВЛКУЁЃСэЭтЖўДЮМгШШзАжУвђЮЊЩшМЦАВзАВЛКЯРэЃЌЦфНсЙЙЮЊЮаа§ХчзьНсЙЙЃЌгЩгкЦфЫФжмПЊПкВЛОљдШЃЌЧвАВзАЮЛжУЦЋЕЭЃЌЕМжТВПЗжеєЦћЯђЯТХчЩфЃЌдьГЩЫЎЯфФкЕФбЙСІВЛЮШЖЈЗЂЩњбЙЦЋЯжЯѓЁЃ
3.2.2СмЫЎѓїВуКЭЬюСЯВуЕФАВзАЮЛжУВЛКЯЪЪ
Ц№ФЄЦїЯТВПЩшМЦгаСмЫЎѓїВуКЭЬюСЯВуЃЌИјЫЎОДЫСНВуНјаадйЗжХфЃЌВЂНјвЛВНГ§бѕЁЃМьВщЗЂЯжЃЌдСмЫЎѓїВуКЭЬюСЯВугыЦ№ФЄЦїжЎМфЕФОрРыЁЂСмЫЎѓїВуКЭЬюСЯВужЎМфЕФАВзАОрРыЖМЙ§ДѓЃЌВЛРћгкМгШШеєЦћКЭГ§бѕЫЎЕФШШСПНЛЛЛМАЩюЖШГ§бѕЁЃ
3.2.3Г§бѕЭЗФкДгИјЫЎжаЗжРыГіЕФЦјЬхЭтХХНЯТ§
ЭЈЙ§ЖдаХКХЙмЗЇУХПЊЖШЪдбщЃЌЗЂЯжВњЩњЦјЬхЭтХХВЛГЉЕФжївЊдвђЪЧСНИіХХЦћПкжБОЖЬЋаЁЃЌЮоЗЈТњзуЗжРыЦјЬхПьЫйЭтХХЕФашвЊЃЌдьГЩГ§бѕЭЗФкбЙСІЕФЬсЩ§ЃЌЕМжТВПЗжвбОЮіГіЕФбѕЦјдйДЮШкШыИјЫЎЃЌдьГЩИјЫЎГ§бѕВЛГЙЕзЁЃГ§бѕЫўЖЅВПХХЦјЗЇЮЊСНDN50ЕФеЂЗЇЃЌЦфDN50ХХЦјЙмЕРДгеЂЗЇКѓв§ГіЃЌНгжСвЛDN50ЕФЙмТЗЭтХХЁЃЭЈЙ§ЖдХХЦјЗЇНјааПЊЖШЪдбщЃЌЗЂЯжХХЦјЗЇПЊЖШдк=3.5-4ШІЪБЃЌГ§бѕаЇЙћЯрЭЌЃЌбѕЦјЕШЦјЬхЭтХХВЛЭЈГЉЃЌЕМжТГ§бѕгВЖШГЌБъЃЌвђДЫХХЦјЙмТЗЩшМЦВЛКЯРэвВЪЧжТЪЙГ§бѕаЇЙћВЛДяБъЕФвЛИіживЊдвђЁЃ
4ММЪѕИФдь
4.1ЖдМгШШеєЦћЙмТЗКЭЗжЦћзАжУНјааИФдь
дЗжЦћзАжУЃЈЭМ1ЃЉЃЌЩшМЦКЭАВзАЩЯДцдкЮЪЬтЃЌЦфа§зЊЗжЦћПзНЯЩйЧвЦфжБОЖНіЮЊ300mmЃЌЕМжТеєЦћЗжХфВЛОљдШЃЛЦфАВзАЮЛжУНідкЦ№ФЄЦїЯТЗН200mmДІЃЌОрРыЦ№ФЄЦїЮЛжУЬЋНќЃЌдЖаЁгка§ФЄЪНГ§бѕЦїЕФЛЛШШжївЊЪЧдкФЄЙмЯТЖЫГіПк500mmДІЕФОрРыЃЌжТЪЙМгШШГ§бѕаЇЙћВЛКУЁЃИФдьКѓЕФЗжЦћзАжУЃЈЭМ2ЃЉЃЌжБОЖЮЊ500mm,дкжмБпЕФдВжмЩЯдіМгКмЖрГЄЗНаЮ50ЁС400ЕФЗжЦћПзЁЃ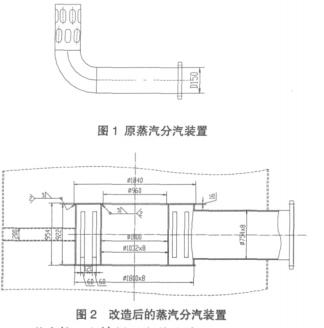
4.2СмЫЎѓїВуКЭЬюСЯВуАВзАИФдь
ИФБфСмЫЎѓїВуКЭЬюСЯВуЕФАВзАЮЛжУЃЌМѕЩйСмЫЎѓїВуКЭЬюСЯВужЎМфЕФАВзАОрРыЁЃИФдьЧАКѓГ§бѕЭЗНсЙЙМћЭМ3ЁЂ4ЃЌдСмЫЎѓїВуКЭЬюСЯВуОрРыЦ№ФЄЦїЮЊ1310mmЃЌИФдьАВзАОрРыЮЊ800mmЃЌгаРћгкМгШШеєЦћКЭГ§бѕЫЎЕФШШСПНЛЛЛКЭГ§бѕЁЃНЋСмЫЎѓїВуКЭЬюСЯВужЎМфЕФАВзАОрРыгЩдРДЕФ150mmИФЮЊЯждкЕФ100mmЃЌдіМгГ§бѕЕФГжајадЃЌТњзуГ§бѕЫЎЕФГ§бѕашвЊЁЃ
4.3ЖдХХЦјЗЇХХПеЙмЕРИФдь
дГ§бѕЭЗЖЅВПСєгаСНИіжБОЖЮЊ50mmЕФХХЦјПкЃЌНЋЦфИФЮЊСНИіжБОЖЮЊ80mmЕФХХЦјПкЃЌВЂНЋаХКХЙмМАЗЇУХШЋВПИќЛЛЮЊжБОЖ80mmЁЃИФдьКѓЖдХХЦјЗЇНјааПЊЖШЪдбщЃЌЗЂЯжЕБСНЗЇУХПЊЖШдк4ШІЪБЃЌа§ФЄЪНГ§бѕЦїМДФмТњзуГ§бѕЕФашвЊЃЌгжПЩвдОМУдЫааЁЃ
5дЫаааЇЙћ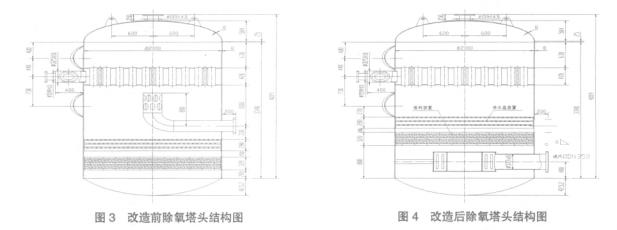
8#ЁЂ9#а§ФЄГ§бѕЦїЃЌЕЭбЙа§ФЄЪНГ§бѕЦїГ§бѕЫўЭЗММЪѕИФдьКѓЃЌСНЬЈа§ФЄЪНГ§бѕЦїдЫаавЛФъЖрРДЃЌЦфдЫааВЮЪ§ОљДяЕНСЫЩшМЦвЊЧѓЃЌИјЫЎКЌбѕСПЁм7ІЬg/LЃЌГ§бѕаЇЙћНЯКУЁЃБОДЮа§ФЄЪНГ§бѕЦїГ§бѕЫўЭЗММЪѕИФдьШЁЕУСЫдЄЦкЕФаЇЙћЃЌЛёЕУСЫНЯКУЕФОМУаЇвцКЭЩчЛсаЇвцЁЃСэЭтБОДЮИФдьОпгаНЯКУЕФЭЦЙуМлжЕЃЌГЇРяЛЙгаСНЬЈаЭКХвЛбљЕФа§ФЄЪНГ§бѕЦїДцдкРрЫЦЮЪЬтЃЌПЩвдНшМјБОДЮИФдьЕФЗНАИНјааИФдьЁЃ